Automated material handling systems ensure efficient transport of material from one place to another in the manufacturing area – within the same department or bay, on opposite ends of the manufacturing floor, or even in two separate buildings. An AMHS uses route and process step information provided by the MES to move material using conveyers, vertical elevators, and autonomous vehicles. Identification of material is accomplished using various technologies such as RFID, barcoding, optical character recognition (OCR), near-field communication, or ultra-wide band indoor tracking to detect the location of a material or carrier for transport by the AMHS. Automated material handling systems go by various names and acronyms: AMHS (Automated Material Handling System), ATS (Automated Transport System), AMTS (Automated Material Transport System), and others.

Functions
AMHSs leverage carrier and material tracking systems to detect material placed at a “pick-up” point by the operator, process the material identifier to determine the next destination, and then transport the material. Regardless of the type of transport, these systems are most beneficial when the material information is, at a minimum, available and visible in the systems used by manufacturing staff. In a fully-implemented AMHS, there would be no human interaction with carriers, transport systems or material; the AMHS would independently handle the identification, routing and delivery of material to the appropriate tool, even placing and removing the material from the load ports on the tool.
Benefits
Manufacturing encompasses many steps at many different stations during the lifecycle of the material which must be transported to each of these “next steps.” If done solely by human efforts, this can be costly, repetitive, and a poor use of labor. An AMHS attempts to solve these problems and provide the following benefits:
Improved cycle times – the material doesn’t need to wait to be transported by the operator. The AMHS owns this responsibility, thus, freeing operators to attend to tasks in their assigned area. The time it takes to transport from one step to another becomes more predictable and helps to improve cycle time estimates and allows for more accurate due date estimates for customers.
Easier location of material – a truly automated material handling system includes the implementation of carrier and material tracking systems. With the AMHS constantly tracking the location (or last known location) of a given part, carrier, or material, the AMHSs can be used to find material that is “missing” due to damaged or disabled identifiers. This is especially helpful with high-volume manufacturing.
Efficient use of labor – when the next step of a material’s process sequence is in another building or another department in some other area of the building, a labor cost is incurred in moving this material to its next destination. Transport systems can move material to its next destination based on the next step in the process flow as defined in the manufacturing execution system (MES). The operator simply places the carrier on a receiving port of the transport system and walks away. The AMHS does the rest, leaving the operator to tend to their current tasks without leaving their assigned station.
Reduced contamination – some manufacturing environments are sensitive to particles in the air which are easily stirred up by the movement of people and, subsequently, contaminate the product being produced. Therefore, efforts to reduce unnecessary movement can help particulate-sensitive environments (like semiconductor manufacturing) achieve Class 1000, Class 100, or even Class 10 certification.
Compliance with regulatory standards – countries, such as the United States, enforce regulations on companies which specify a maximum weight an employee can lift without assistance. In semiconductor manufacturing, a “pod” of 30 300mm wafers weighs about 16.5 pounds, or 4.5 kilograms. AMHSs can be tasked with doing “the heavy lifting.” Furthermore, AMHSs don’t need breaks, don’t ask for vacation, don’t get sick, and are less likely to mishandle a heavy pod of expensive material.
Benefits
Improved cycle times
Easier location of material
Efficient use of labor
Reduced contamination
Compliance with regulatory standards
Considerations
While safety, regulatory and ergonomic reasons may be compelling reasons to implement an AMHS, other motivating factors include improved efficiency and reduced material identification errors caused by humans. As more systems are integrated and automated, the need to provide tracking information to other systems as well as the end user becomes more acute. High-volume, high-mix manufacturing also necessitates the quick location of material. In some facilities, the layout of the environment (think large areas, multiple floors, etc.) and process flows may underscore the need for an AMHS in order to provide efficiency in moving material and, ultimately, improving cycle times, equipment utilization and on-time delivery of products.
When considering the implementation of an AMHS, keep in mind the following:
Supporting systems are key to an effective AMHS. MES systems need to contain (or have remote access to) the correct instructions to be used by the AMHS carriers to transport material.
While the long-term benefits of an AMHS are undisputed, the initial up-front capital expenses may be significant, and integrating an AMHS into an existing manufacturing environment can be even more significant in the form of actual expenses as well as the necessary disruption to the daily operation of the manufacturing floor during installation. Keep the long-term benefits in view as you process through the financial and integration planning processes.
The AMHS must also “know” what material has been introduced, so some type of external material identifier must be in place which communicates with the AMHS. Common identifier systems include bar codes or optical character recognition, RFID, near-field communication, and ultra-wide band indoor tracking. It must be determined whether the carriers and/or the material should be identified. If the material should be identified, then you must consider the following questions:
- Can the material be labeled or can a readable tag be affixed? If so, is there any risk that production steps may make the label illegible or damage the tag?
- Can the reader systems be installed in such a way that automatic identification can be achieved? Or must the identification be done manually?
- What is the cost of the tags and can they be re-used?
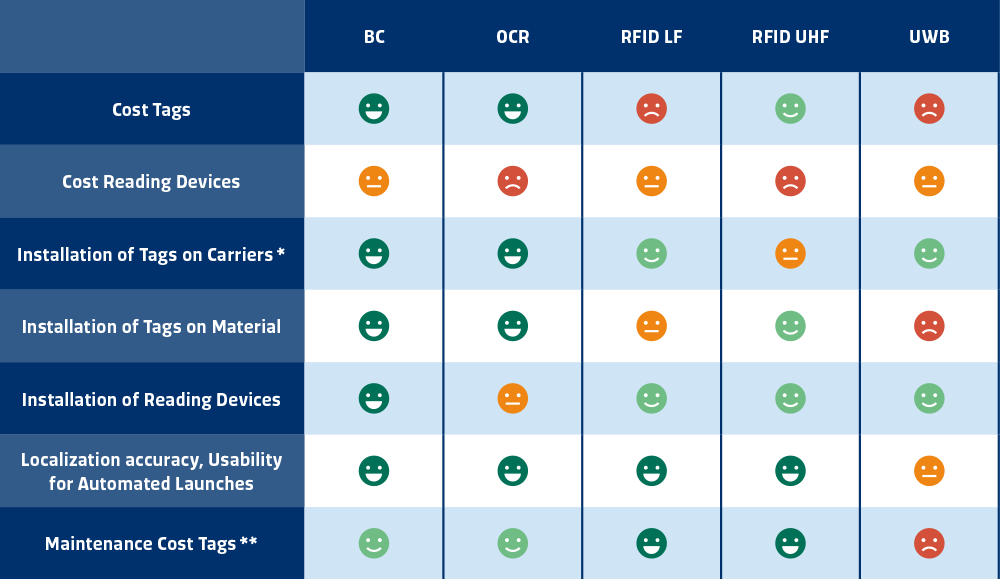
* With the greatest possible variety of carrier materials
** When using passive tags where possible
However, if the carriers are to be identified, then there needs to be some certainty that the handling of labeled carriers with material which is unlabeled will be done in a fail-safe manner. Often times, the answer is not an “either-or” but a “both-and.” It is possible to support a variety of manufacturing environments where both the carriers and material are marked and tracked. You have to decide which system or combination of systems is most suitable to your environment.
Finally, it’s important to consider your workforce’s perception of AMHSs. When first implemented, the AMHS may be viewed as encroaching on the territory and the livelihood of your staff and floor operators as the AMHS is assigned the repetitive and menial – but necessary – tasks in manufacturing. Workers can quickly assume the AMHS will replace them rather than complement them and the profitability of the company. This is especially true when autonomous vehicles are introduced which literally interact with humans. Pay special attention to the concerns of your workforce and repeatedly emphasize the productive, regulatory, ergonomic, and complementary benefits of AMHSs. This is often achieved through transparent and consistent communication as well as through thorough and detailed organizational change management structures which, at this stage of your digital transformation, should already be well-established in your organizational culture.
AMHSs are the unsung heroes in smart manufacturing, working diligently and tirelessly in the background moving material from one location to its next destination for processing. As you continue to gain more productivity out of every dollar invested and out of every minute of the day, an AMHS may be the best long term value for your smart manufacturing dollar.
SYSTEMA’s Role
SYSTEMA has been providing software, consulting, and support for the semiconductor industry for more than 30 years. In the domain of AMHSs, SYSTEMA offers Material Control System (MCS) software for management, execution, tracking, and visualization of transport jobs. MCS software coordinates all required material movements for intrabay transport, automated tool loading and unloading, automated material storage, and automated material retrieval. The system can include transport and storage systems like:
- Stockers
- Automated storage and retrieval systems (ASRS)
- Rail-guided vehicles (RGVs)
- Automated guided vehicles (AGVs)
- Autonomous intelligent vehicles (AIVs)
For more information on MCS software solutions for the semiconductor industry, please contact us.