Work in Progress (WIP) management is a broad topic encompassing everything that takes place between material start and order fulfillment. Various strategies exist for managing WIP ranging in scope from narrow, highly targeted measures like inventory management to comprehensive, end-to-end initiatives involving systems integrations and process automation. The ultimate motivations behind any of these strategies are to keep WIP moving efficiently, avoid buildup of excess inventories, and support multiple production priorities simultaneously. While efficiencies and improvements are realized when strategies are narrow in scope, WIP management strategies offering visibility into the entire supply chain will return the best results.
Well-Integrated WIP Management
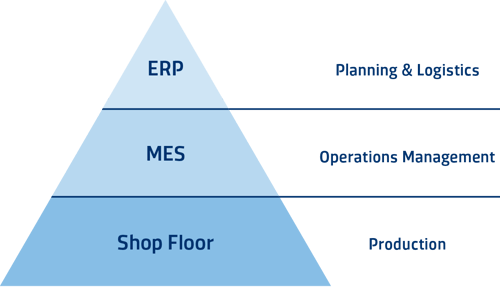
A comprehensive approach to WIP management involves several layers of well-integrated business IT solutions to achieve end-to-end visibility of core business processes including production, procurement, distribution and insights into business resources such as cash, raw materials, production capacity, customer orders, purchase orders, and human resources. Typically, this structure includes an enterprise resource planning system (ERP), a manufacturing execution system (MES), and the shop floor system consisting of the physical equipment, material, resources as well as the integration layer for each structural element.
Additionally, a “digital backbone” should complement the system landscape to facilitate communication between systems, equipment, and automated production control systems which support capabilities for WIP-related data collection, analytics and reporting.
Enterprise Resource Planning (ERP)
ERP solutions typically offer modules that provide real-time, or near real-time, access to data across accounting, human resources, manufacturing, order processing, supply chain management, project management and customer relationship management systems. Each of these components provide critical information which inform various phases of WIP management such as production, capacity and demand planning; scheduling; dispatching; and recipe management.
Production, capacity, and demand planning
Production planning is the process used to define, plan, and control long-term production goals. A production plan incorporates manufacturing capacity, sales forecasts and orders, and raw material requirements. Ideally, it also considers the material and resource capabilities, conversion (from one to another resource capability, e.g. equipment setup) and resource and process/recipe qualification rules of the production line. These planning processes lay the foundation to ensure manufacturing has sufficient resources and capacity to build finished goods and meet forecasted as well as confirmed orders.
Typically, the MES collects data regarding aggregated WIP characteristics for use in ERP planning (e.g. average lot processing time, average rework rate, average transport time, etc.).
Manufacturing Execution System (MES)
A manufacturing execution system (MES) executes the production orders in manual, semi-automated or high-automated operation mode (depending on automation level of the factory) and therefore is critical for WIP management as it is the system of record for WIP management. The data collected and stored in the MES regarding the manufacturing process (especially WIP and resource-related processes) provides the granularity of information required for the evaluation of real-time production status.
By enabling information to flow freely between operators, MES, ERP and shop floor control systems, it becomes possible to visualize the gathered data for reporting purposes and to further optimize production controls. This information can be used to ensure that the material is processed with the right equipment at the correct step in its process flow, thereby optimizing the WIP flow.
Even though the MES is responsible for the execution of the production activities, other automation components – often “outside” the MES system – are also used. In the case of manually operated production, outside automation components can be used to make processing proposals or decisions. In case of automated production operations, automation components outside the MES are used to determine “best” lots at “correct” tools for processing and other questions, such as:
- When should tool qualifications be performed?
- When should the setup state of tools be converted?
- When should maintenance be performed?
- Where should lots be transported next?
- Where should material be stored?
Event-Driven Dispatching
Event-driven dispatching systems respond to planned and unanticipated events on the production floor by evaluating events and resources in real-time in order to optimize production flow. Event-driven dispatching keeps equipment operators informed of the best lot to run, at the current moment, on the equipment they are operating. These systems synthesize and evaluate real-time production dynamics in order to provide nearly immediate updates to operator dispatch lists so production experiences virtually no delay and help to prevent excess tool wait times, which are common in the absence of automated dispatching systems.
Event-driven dispatching systems should seamlessly incorporate existing manual, or partially automated, WIP management methodologies. There should be no need to reinvent any working methodology. Production floors achieve improved equipment utilization, maximum manufacturing capacity and reduced labor costs by consistently applying processing rules and automated lot-prioritization evaluation factors such as batching requirements, timer conditions, equipment capability, equipment and recipe availability, and WIP management priorities.
Scheduling
Scheduling is the process used to define, plan and control near- to mid-term production plans, typically at a daily or shift level (4-, 8-, or 12-hour increments). Scheduling is effective for calculating expected material loading on planned resources depending on the number of tasks, how resources are expected to be utilized, and any known constraints.
Scheduling becomes inefficient the moment scheduled events are unable to be executed as planned and there is a real-time need to determine sequencing of tasks and resources. Some common events that interrupt the most carefully scheduled production plans include maintenance tasks, equipment failures, fluctuations in staffing levels, execution/misprocessing errors, bottlenecks, starvations, and changes in management priorities.
As unplanned events inevitably take place, the minutes and system resources invested in rescheduling efforts can – over time – add up to significant losses in potential revenue and valuable production time. As such, the combination of a scheduler with an event-driven dispatcher is recommended for the purposes of handling the real-time execution of scheduled production plans as it is specifically designed to accommodate and react to unanticipated events quickly and efficiently.
What is Automated WIP Management?
Automated WIP management is the result of the transformation of human activities and knowledge regarding WIP management into system performed actions and decisions. WIP management automation is designed to account for WIP flow control strategies and principles while simultaneously accommodating a majority of process scenarios in order to support a fully-automated WIP management strategy on the shop floor.
Ideally, WIP flow control follows only one of two strategies: pull or push. The pull strategy considers tools first and takes the approach of identifying which material to process next at a given tool. The push strategy considers material first and takes the approach of identifying a tool for which to process that material. In reality, manufacturers typically rely on some combination of both pull and push strategies.
With the ultimate goal of fully-automated shop floor WIP flows, accounting for the vast majority of process scenarios and mechanisms involved in executing those scenarios will include:
- System definitions (in the MES) of products, product mixes, and lot types which are present in the production environment
- Lot/material types in the MES which are distinguishable as production, engineering, control, experiment, etc.
- Productive and non-productive wafers/lots/material in the MES
- Productive and non-productive wafers/lots/material are controlled by a detailed and precise route defined in the MES
- Fully-specified, machine-readable and executable process flows in the MES including specifications regarding routes, processes, and working instructions
- WIP control mechanisms to detect, or even avoid, blocking situations such as lot delays, lots on hold, bottleneck situations, inventory control, WIP balance, Flow Factor control, OM curve management, etc.
- Supplier integration, supply chain control, durable (e.g. carrier, reticle, probe cards, saw blades, etc.) and consumable (e.g. resistor lacquer, slurries, contact needles, polish cloths and pads, etc.) management and controls
Automated WIP management can range from automated data collection to fully-automated lot processing and material handling between process tools, metrology stations, buffers, and storages. Determining the right level of automation for your production environment should be based on careful evaluation of business objectives, priorities, and cost-benefit analyses.
Example Automated WIP Scenarios:
- WIP-related data collection
- Precise WIP tracking (transport to store, stored, reserved for tool, transport to tool, loaded at tool, process start at tool/chamber, process end at tool/chamber, unloaded/removed from tool, transport to store, …)
- Precise material identification (e.g. RFID systems), not only lots and wafers but also durable, consumable, users, tools, load ports, etc.
- Lot processing result assessment
- Routing decisions for material (lots / wafers) in production
- Lot hold decisions
- Metrology sampling strategies
- Rework scenarios
- Tool check/re-qualification strategies and scenarios
- Alternate flow decisions (flow over old machines/new machines)
- Automated lot release scenarios
- Resource capability/setup management and control
- Resource qualification checks and re-quals
- Tool capability/setup conversion
- WIP status visualization
- WIP (lot) flow control principles
- “What next?” scenarios using dispatching and scheduling solutions
- “Where next?” scenarios to determine the next physical transport destination
- other high-automation scenarios
Benefits
Automation (made possible through well-integrated systems and equipment) offers significant advantages over manual processes. The benefits of integrated and automated WIP management include:
Benefits
Eliminate operator time spent collecting data and maintaining process job context
Improved data quality by eliminating manual entry data transfer errors
Improved yield based on data-driven process controls
Avoidance of misprocessing by implementing automated processing verifications
As WIP moves through automation steps, an abundance of data becomes available for collection and analysis to enable and further optimize process controls which will result in improved factory efficiency, improved product quality, increased profit, and reduced waste.
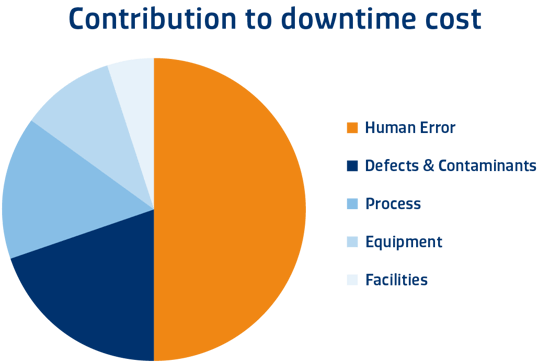
Surprisingly, the number one cause of production downtime is still human error. Reducing human error through automation strategies improves factory efficiency and product quality. By automating standard tasks, shop floor personnel can focus on problem-solving and more complicated tasks which are better suited to humans than software. Automation also enables more flexible workforce planning by reducing the amount of training required for equipment operators.
Automated WIP management strategies cover the automation of standard production processes at equipment. Once in place, full equipment integration and automation along with carrier and material identification can significantly contribute to longer-term automation objectives such as automation of equipment engineering and production engineering processes, integration of adaptive process control (run-to-run) loops, and automated transport and equipment loading systems.
WIP Management and Predictive AI
A powerful outcome of automated WIP management is the creation of granular WIP telemetry including arrival rates, process times, rework loops, and equipment states. This telemetry not only supports operational decision-making in real time, but also feeds into predictive AI models that generate cycle-time forecasts, predict bottlenecks before they occur, and optimize scheduling.
By linking detailed WIP data to predictive AI, manufacturers can move beyond reacting to disruptions and instead anticipate them. Combined with modeling and simulation, this same data makes it possible to evaluate the impact of potential process changes ahead of time—shifting the focus from reacting to problems, to preventing them entirely.
SYSTEMA’s Perspective
For more than 30 years, SYSTEMA has supported manufacturers on their digital transformation journeys. Our experience shows that granular WIP data is not just an operational necessity—it is a cornerstone of digital transformation. When connected to predictive AI, this data enables manufacturers to anticipate disruptions; when paired with modeling and simulation, it empowers them to prevent issues before they occur and evaluate new process strategies with confidence. By embedding these capabilities into the broader automation landscape, SYSTEMA helps manufacturers achieve not only immediate efficiency gains but also the adaptability and foresight required for long-term competitiveness.