Jim Connett, on December 11, 2018, 04:07 PM
The scope of the E10 standard is vast and cannot be given its due examination in a single article. Therefore, E10 Unmasked will be presented as a four-part series examining E10 equipment states in detail while using non-technical language to explore the benefits of E10 in a generalized manufacturing environment. In Part 2, we will look at the most common E10 states — STANDBY, PRODUCTIVE, and SCHEDULED DOWNTIME. In Part 3, we’ll dive deep into UNSCHEDULED DOWNTIME, ENGINEERING TIME, and often misunderstood NONSCHEDULED DOWNTIME states. We will conclude with Part 4 and an examination of common questions received over the years specific to E10. In fact, if you have specific E10 questions, please feel free to email us at blog@systema.com.
A Standard for All Tools
Quick. Do you know how your manufacturing tools have performed over the last 24 hours? I’m not talking generally; I’m asking about specific metrics. How many minutes of idle time were recorded? What percentage of time was used for productive activity on material? How many interruptions or faults occurred? Did any of those interruptions or faults result in down time for a repair? How long did it take to complete the last scheduled maintenance task? How many failures have occurred over the last six weeks? How about the last 13 rolling weeks? In that time, what was the predominant failure? How confident are you that the tool is meeting or exceeding the manufacturer's guaranteed up-time? If the vendor asked you for empirical evidence in a warranty scenario, could you quickly produce this data?
Sadly, many will read these questions and reflexively and anxiously inhale with the realization that this data is not easily available – or not available at all.
Understanding Equipment Performance
Manufacturing lives and dies on productivity and efficiency. We are constantly being asked to do more with less. A piece of equipment not producing material is a tool that is losing money. It’s arguably impossible for a tool to operate at 100% efficiency 100% of the time for an extended period of time. Tasks like preventive maintenance are a necessary reality. So, keeping downtime to a minimum maximizes the potential productive time for a given period. With this as an end-goal, managers and equipment engineers should be instinctively motivated to fully understand how equipment is performing in order to improve productivity and reduce overall costs related to capital expenses, raw material, and human labor hours.
Leveraging SEMI E10 Equipment State Data
Fortunately, the SEMI E10 standard provides the foundation and framework for the acquisition and presentation of this important data using six universally accepted equipment states measurable over a predefined time period. The six states (and associated definitions) are as follows and depicted below in Figure 1:
- STANDBY (or IDLE) – The equipment is available for processing material but is not processing any material at this time.
- PRODUCTIVE – The equipment is processing material.
- ENGINEERING – The equipment is under engineering control for tests, experiments, or any activity that produces non-productive or non-sellable results.
- SCHEDULED DOWNTIME – The equipment is scheduled for a recurring preventive maintenance (PM) procedure and, as a result of the procedure, cannot (or may not be permitted to) process material.
- UNSCHEDULED DOWNTIME – The equipment is not able to process material due to some type of unscheduled and/or unanticipated event.
- NONSCHEDULED DOWNTIME – The equipment is unable to process material because of the effects of an external event, such as a facility shutdown or site-wide power failure.
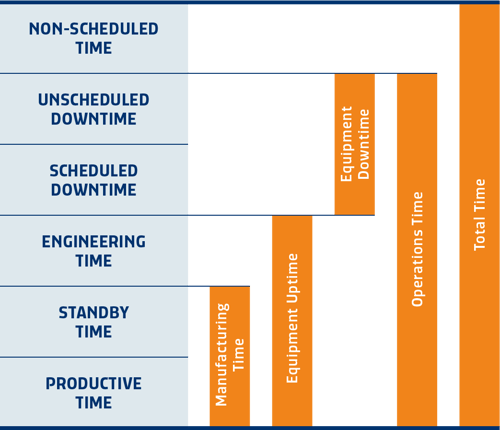
Figure 1 – SEMI E10 defined “buckets” of time (Pomorski, n.d.)
At any moment in time (like…right now!), a tool is in one of these six states. By collecting the time during a given period across these six states, one can obtain data needed to determine productivity and efficiency. These states can then be further subdivided to evaluate specific business parameters that may complement the SEMI E79 standard (see Figure 2 below). This additional level of state monitoring allows for a better explanation of state “reason”—why the tool is in the specific state. Furthermore, with the correct amount of data and the right data collection tools (such as SYSTEMA’s Operational Equipment Efficiency (OEE) Module), anticipatory actions (historical facts that help make present decisions) and predictive analysis (past events that point to a possible or likely future event) may be quantified.
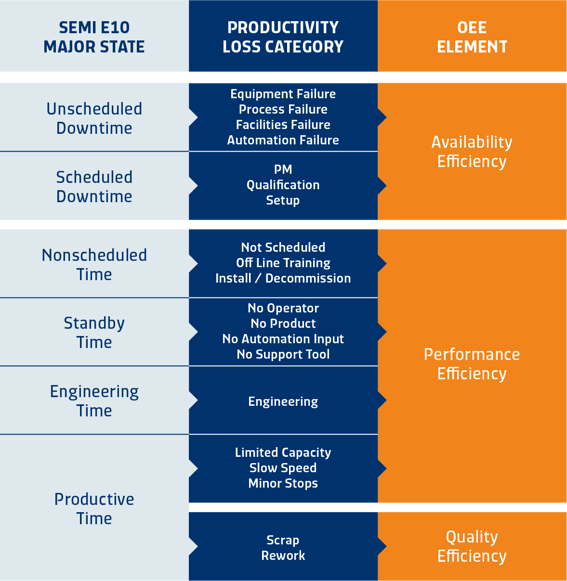
Figure 2 – SEMI E79 definitions (Pomorski, n.d.)
Whether your facility is fully automated or is just now exploring the possibilities of implementing automated systems, understanding and implementing E10 is an important evolution in every site’s lifecycle. In time, you can be “that guy”…the one who can accurately quantify performance data in pursuit of tool optimization and cost-savings!
Pomorski, T. (n.d.). SEMI E10 Specification Equipment Reliability Availability and Maintainability. Retrieved from SEMI
September 22, 2021, 05:41 PM
Henry Quesada
Very clear article. I just have a question. What about the bagged time. Should it be considered as NonScheduledTime? Thanks Henry