Jim Connett, on September 07, 2021, 11:39 PM
Recently, I deployed a personal Raspberry Pi-based VPN server on my home network. I’ve been a fan of the Raspberry Pi ever since its arrival February 2012. At this point, I think I have every iteration of the Pi board…from the Pi Zero to the current edition of the Pi 4. My obsession with the Raspberry Pi hardware has resulted in quite a collection of parts, connectors, cases, dongles, and MicroSD cards. Maybe this is why I increasingly find myself assuming that I’ll have all the parts necessary in my office to put together tomorrow’s working system using Raspberry Pi hardware. As I put the parts together for this new VPN server project, everything was going well until the final step. I realized that I didn’t have a spare power supply that would produce the required voltage for the board. I couldn’t believe it! Everything was put together and ready for prime-time, yet, here I was with a beautiful piece of hardware with huge potential – but no source of power. My lack of proper inventory management for the product being produced resulted in a delay in the product’s completion.
Today’s supply chain management (SCM) best practices have been drastically – and maybe irreversibly – altered as a result of the ongoing impacts from the Coronavirus pandemic. In the past, bragging rights were reserved for those companies who could maintain minimal levels of raw materials and acquire replacement material with lead times measured in hours. Today’s SCM world wrestles with the inverse irony of saving costs through longer lead times and larger inventories. This new paradigm now drives managers and suppliers to more aggressively monitor material consumption and quickly respond to dwindling inventories and other conditions that, if left unaddressed, will result in a line stoppage due to lack of supporting inventory at a given process step.
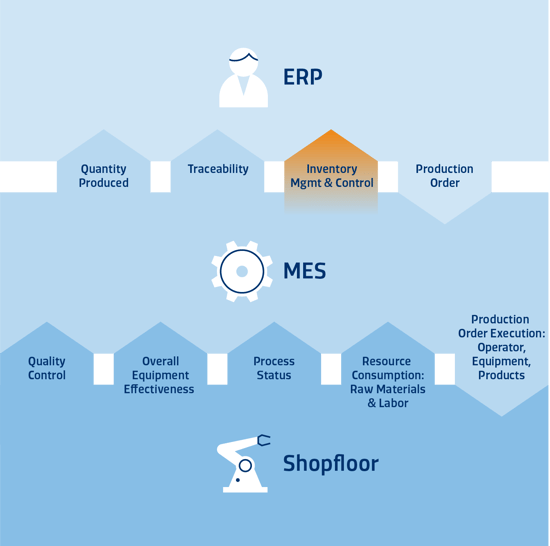
To that end, all manufacturing management applications within your organization must contain the correct context data to raise the alarm at the appropriate time to replenish inventory levels of raw material. This can be accomplished through careful integration of ERP, MES, and shopfloor systems in a way often referred to as a “closed feedback loop” – where the ERP, MES, and shopfloor applications communicate with each other to respond to triggering conditions based on defined thresholds compared to actual data generated by the shopfloor systems every hour of every day.
What benefits might be realized with a closed-loop system?
A closed-loop feedback system can help you attain:
Sustainable raw material levels in support of actual (and forecasted) product requirements
Let’s say, for example, a process step requires 50 cm of rubber tubing. Presently, the rubber tubing can be sourced in spools of 100, 500, and 1000 meters, with the larger spool sizes being cheaper per centimeter because of the bulk size. Right now, only 50 meters of rubber tubing is available, which means only 500 devices can be made with the available rubber tubing. The MES knows at what rate the devices are being produced (known as cycle time) and at what point the tubing inventory could potentially be consumed. At a user-defined threshold, the MES could push a request to the ERP (or the ERP could actively monitor data in the MES) that would trigger a re-order of rubber tubing at an appropriate point and in an appropriate quantity to support current and future orders…and do so at the lowest cost.
A zero-waste condition
Some raw materials have a shelf life and cannot be used past a certain date. When expired and left unused, that’s a loss and an impact on operation costs and shareholder value. ERPs and MESs (probably more the latter than the former) can ensure the raw materials nearest to expiration are used before other raw materials with more distant expiration dates, thus, enforcing a type of first-in-first-out prioritization of raw material consumption. Knowing about and responding to impending expiration dates in real-time can reduce – or eliminate – unnecessary waste conditions and ensure that all raw materials ordered are used as intended.
Better forecasting using data points and conditions over which you have no control
One of the significant benefits of ERP and MES systems is that by the nature of the data they collect over time, they harbor datasets that can be used for predictive analysis. Take, for example, IPA. No, not the IPA that’s a type of beer. Rather, the Isopropyl Alcohol version of IPA. During the pandemic in 2020, it was VERY difficult to find 91% IPA. Even though this change – from widely available to scarcely available – occurred rather quickly, it DID happen over time. These longer lead times can be measured and influential to the timing of the next order. If the process requires 30 ml of IPA per process step, the systems can predict that the in-stock supply will be consumed in, say, 30 days, and the ERP contains data showing there’s a 20-day lead time to be resupplied, then decisions can be made to resupply the stock more quickly than the current consumption rate. Of course, the closer one gets to full consumption, the more accurate these predictive results become, but the point here is that these decisions can help eliminate running dry of a particular support material and keep operational costs lower by more accurately controlling inventory levels in an environment where delays may occur outside of your control.
Well-Integrated ERP, MES & Shopfloor Systems as a Competitive Advantage
Had I taken an inventory of my Raspberry Pi supplies before constructing my VPN server, I would have noticed that I needed a power supply and could have ordered it at that time. Instead, my project was unnecessarily delayed as I awaited the parts’ arrival at my mailbox. In my case, I was the only “customer” impacted by this lack of internal inventory. I didn’t send myself any negative feedback or terse email about the delays. Customers, however, may not be so passive or forgiving. In the uncertainty of today’s manufacturing environment, every part counts, every raw material is important, every order is critical, every customer is important, every delay is amplified, and every hour of every day is an opportunity for gain or loss. Using the data already available in your ERP, MES, and shopfloor systems, you can get the upper hand in ensuring you have what you need to produce what you make.
August 18, 2025, 07:06 AM
logitrac360
This post underscores the power of a closed‑loop system—integrating ERP, MES, and shop‑floor data—to trigger timely inventory replenishments, reduce waste, and enhance production continuity. A strategic must‑read for manufacturers aiming to align material flow with demand in real time.